Адрес
Московская область, Одинцовский район, 1-е Успенское шоссе, владение 2.
Адрес
Московская область, Одинцовский район, 1-е Успенское шоссе, владение 2.







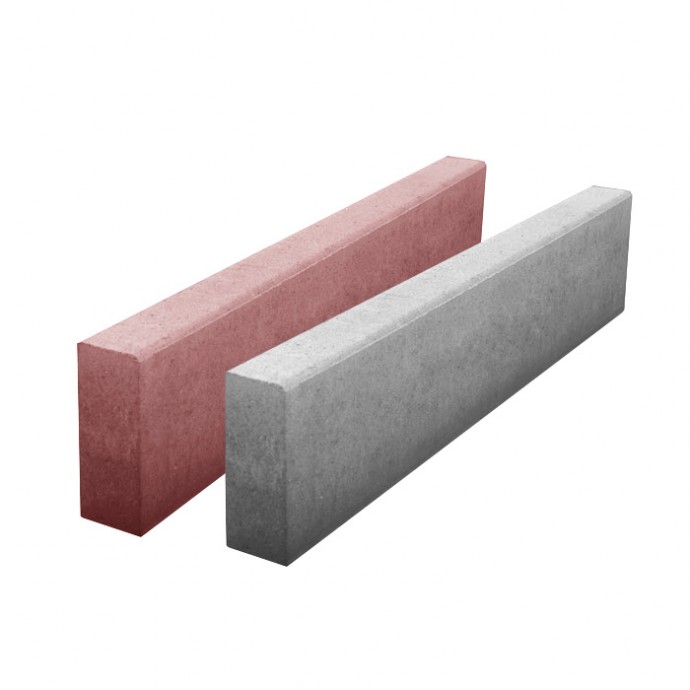
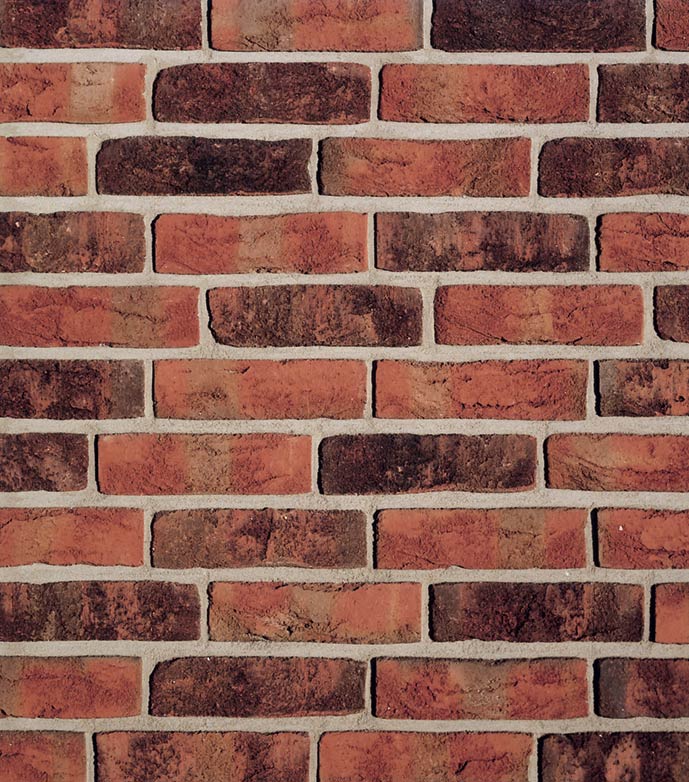
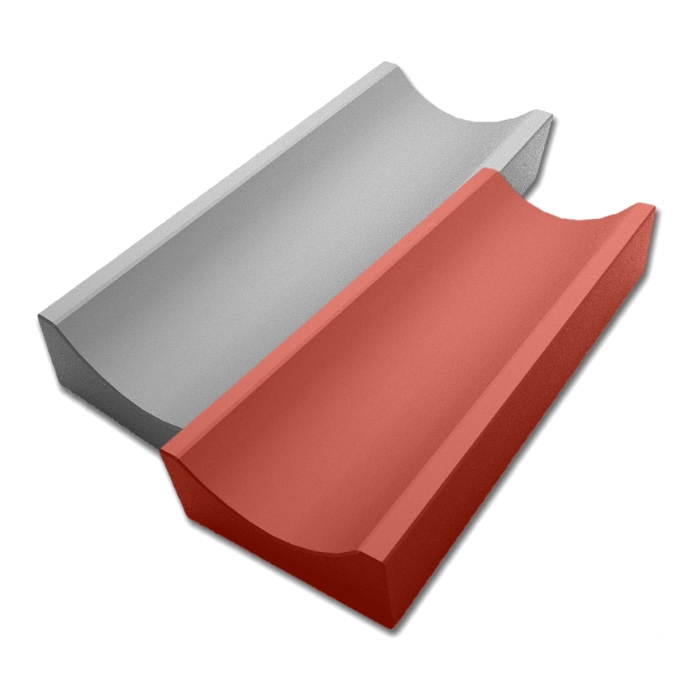
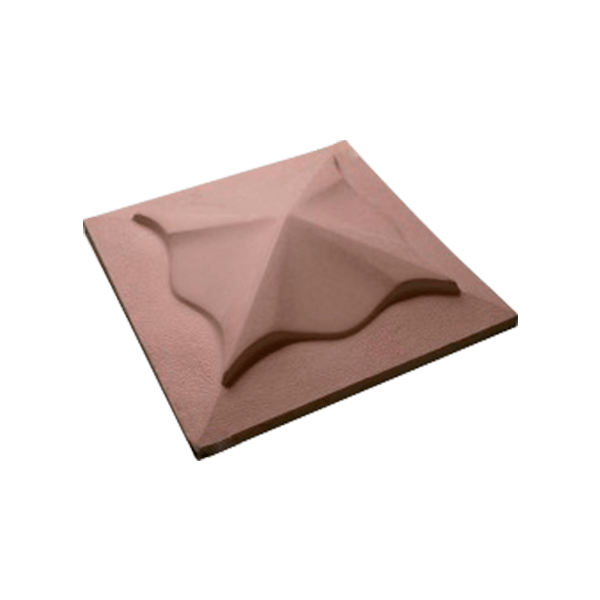
Производство “ОдинцовоПлит” занимается производством и укладками высококачественной тротуарной плитки, фасадной плитки, бордюров и водостоков. Изготовление производиться по- методом вибролитья по немецкой технологии из тяжелого бетона. Мы производим разнообразные виды плиток и бордюров- Балясина, Сланец, Ромбик, Тучка, Цветок, Паутина, Паркет, Клевер краковский, Волна, Пеноблок, Ступеньки, Крышки на заборы, Блок стеновой и перегородочный и так далее... Тротуарная плитка производима в нескольких оттенках, что и позволяет составить совершенно любой рисунок. По желанию заказчика, мы так же предлагаем услуги доставки и укладки. Наши профессиональные мастера помогут Вам воплотить в жизнь Ваши самые смелые идеи. Мы отличаемся высоким качеством, но при этом имеем сравнительно низкие цены. Мы доказали, что лучшее находясь на рынке последние 10 лет.
Также мы предлагаем укладку тротуарной плитки и водосточных конструкций, реализацию сыпучих строительных материалов песка, щебня, строительной крошки.
Вся наша тротуарная плитка вибропресс отличается высоким качеством, но при этом имеет сравнительно низкие цены.
Тротуарная плитка производимая в нескольких оттенках, она позволяет составить совершенно любой рисунок на тротуарном полотне и украсит тем самым ваш двор, тротуар, садово-парковые и другие площадки.
Тротуарная плитка может быть изготовлена из различных материалов. Наиболее классический — это бетон, данная технология проста в производстве, и произведённая плитка выдерживает большие нагрузки. Но существуют и другие технологии: из натурального камня, обожжённой глины, дерева, резины.
Бетонная смесь укладывается в пресс-форму (матрицу), которая стоит на станине. Станина непрерывно вибрирует. На смесь сверху начинает давить пуансон (деталь обратная матрице, идеально точно входящая в неё, как поршень в цилиндр) и давит до полного уплотнения смеси. Пуансон тоже непрерывно вибрирует. После этого матрица и пуансон поднимаются, а на поддоне остаётся готовое изделие. Метод высокопроизводителен и допускает высокую степень автоматизации в производстве тротуарной плитки. Благодаря такому виду производства появилась возможность делать не только вибропрессованную тротуарную плитку какого-либо одного цвета, а производить изделия с использованием нескольких цветов специальных красителей. Такая технология производства тротуарной плитки называется колор микс[1].
Мелкозернистая бетонная смесь укладывается в пластиковую форму. Форма ставится на вибростол (стол с непрерывно вибрирующей поверхностью) и выдерживается на нём некоторое время. После того как бетонная смесь в форме уплотнилась, о чём можно судить по образованию цементного молочка на поверхности бетона, форму снимают с вибростола, выставляют на стеллажах с ровной поверхностью и укутывают плёнкой для предотвращения обветривания бетона и испарения влаги во время гидратации цемента, либо складируют в специальном помещении с высокой влажностью и высокой температурой (устанавливаются специальные нагреватели-выпариватели) для более быстрого набора прочности. Распалубочную прочность тротуарная плитка набирает в течение суток при температуре окружающей среды 20-25 °C, при температуре свыше 60 °C набор прочности ускоряется до 8 часов, набор 80-85 % конечной прочности, бетон достигает через 72 часа при температуре 20-25 °C, после этого плитка готова к транспортировке и укладке. Конечную прочность бетон набирает через 28 суток с момента его заливки. Для производства резиновой тротуарной плитки необходима основа(резина) и заполнитель (герметик). Как разновидность вибролитья, особняком идёт окатышная технология производства тротуарной плитки, так же эту технологию литья бетона в формы часто называют «гранилит», «кевларобетон», «ультрабетон», «искусственный мрамор», «гранитолит» и др.